



{kind=link}
Резьбообразование
Обработка резьбовых поверхностей
Обработка резьбовых поверхностей
Нарезание резьбы резьбонарезными головками
Резьбонарезные винторезные головки применяются для нарезания наружной и внутренней резьбы на токарных, токарно-револьверных станках и на токарных автоматах. В винторезных головках применяют радиальные, тангенциальные и круглые гребенки (рисунок ниже). В конце нарезания резьбы плашки или гребенки автоматически расходятся и при обратном ходе не соприкасаются с резьбой.
Резьбонарезные винторезные головки:
а) - радиальная, б) - тангенцальная, в) - круглая
При нарезании наружной резьбы большее распространение получили головки с круглыми гребенками, так как они просты по конструкции, позволяют работать с большим числом переточек и обладают большей стойкостью, чем радиальные и тангенциальные гребенки. Устройство и работа винторезных головок имеют незначительные различия. В приведенной на рисунке ниже конструкции винторезной головки нарезание наружной резьбы производят круглыми резьбонарезными гребенками 2 с кольцевой нарезкой, которые устанавливают выточкой 3 на кулачках 4 равномерно по окружности на равном расстоянии от центра, зависящем от диаметра нарезаемой резьбы, и крепят винтами 1. Опорная поверхность кулачков обеспечивает угол наклона j витков резьбонарезных гребенок, а также смещение витков соседних гребенок на 1/Z шага резьбы, где z - число гребенок. Пружинами 5 через штифты 13 кулачки 4 прижимаются к обойме 7, которая посредством рукоятки 12 может перемещаться вдоль корпуса 6. В рабочем положении, рисунок - а) резьбонарезные гребенки сведены, так как кулачки 4 своими выступами М упираются в обойму 7. Наладку резьбонарезных гребенок на размер производят или по годной готовой детали, или по проходному рабочему резьбовому калибру, которые устанавливают в рабочую зону. Изменение размера производят поворотом кольца 9 винтами 14. Вместе с кольцом 9 посредством штифта 8 поворачивается корпус 6 с кулачками 4, которые, перемещаясь по скошенным поверхностям Г обоймы 7, удаляются или приближаются к оси головки. На станок резьбонарезную головку устанавливают и закрепляют хвостовиком 10. Зазор между корпусом 6 и хвостовиком 10 выбирается пружиной 11. Резьбу нарезают с принудительной подачей головки, равной шагу нарезаемой резьбы. Можно нарезать резьбу и головкой, перемещающейся самозатягиванием. На определенном расстоянии до конца рабочего хода подача прекращается и головка останавливается. При этом останавливаются хвостовик 10 и обойма 7, а корпус 6, увлекаемый резьбой детали, продолжает перемещаться. В результате выступы М кулачков 4 выходят из обоймы 7 и кулачки вместе с гребенками 2 под действием пружин 5 расходятся, освобождая обрабатываемую деталь. Возврат резьбонарезных гребенок в исходное положение, а также остановку процесса обработки резьбы производят поворотом рукоятки 12.
Невращающаяся винторезная головка для нарезания наружной резьбы:
а) - в рабочем положении, б) - с открытыми гребенками
Внутреннюю резьбу чаще нарезают резьбонарезными головками с призматическими гребенками, режущие кромки которых располагаются на одном диаметре и имеют заходный конус. Число гребенок в комплекте зависит от размера головки. Гребенки смещены в комплекте относительно друг друга в соответствии с углом подъема винтовой линии нарезаемой резьбы. Гребенки 2 (рисунок ниже) расположены в радиальных пазах корпуса 6 резьбонарезной головки, торец которого закрыт фланцем 1. Гребенки 2 могут перемещаться по конической части втулки 4, в результате чего изменяется расстояние от оси головки до рабочей части гребенки. Втулка 4 связана с тягой 5 и перемещается внутри корпуса 6 (вдоль оси) с сердечником 10 под действием пружины 13 или от рукоятки 11с шаровым наконечником 8. Тяга 5 связана с втулкой резьбовым соединением, а с сердечником 10 - проточкой, в которую входит стопор 7. Корпус 6 имеет паз, по которому перемещается рукоятка 11. Наладку резьбонарезной гребенки на размер производят по рабочему резьбовому калибру, по эталонной детали или по кольцу, внутренний диаметр которого равен наружному диаметру резьбы. Наладку на размер резьбонарезных гребенок производят при снятых фланце 1 и стопоре 17. В освободившееся отверстие на шлицы 3 вставляют торцовый ключ, которым поворачивают по резьбе тягу 5 внутри втулки 4. Последняя удерживается от вращения стопором 16, который входит в осевой паз. Вращая тягу 5, можно выдвигать или убирать внутрь корпуса 6 коническую часть втулки 4. При этом гребенки 2 или выдвигаются, увеличивая наружный диаметр резьбы, или сдвигаются к оси головки, уменьшая диаметр резьбы. Автоматическое отключение головки при окончании нарезания резьбы производится кольцом 15, которое упирается в торец детали. Кольцо 15 устанавливают на нужный размер, перемещая на стержнях 14 относительно муфты 9, и фиксируют в нужном положении стопорами 18 в корпусе 12. Муфта 9 выполнена подвижно вдоль корпуса 6, а от проворота удерживается шпонкой-роликом 19. При окончании нарезания резьбы кольцо 15 упирается в торец детали и муфта 9 останавливается. Корпус 6 продолжает перемещаться и фигурный паз 20 муфты 9 поворачивает рукоятку 11 и выводит ее из прямого участка на фигурный участок паза в корпусе 6, направленный в сторону хвостовика. При этом пружина 13 смещает сердечник 10 вместе с клином 4 в сторону хвостовика, сводит гребенки к оси головки и выводит их из резьбы, что позволяет быстро отвести головку в исходное положение.
Невращающаяся винторезная головка для нарезания внутренней резьбы
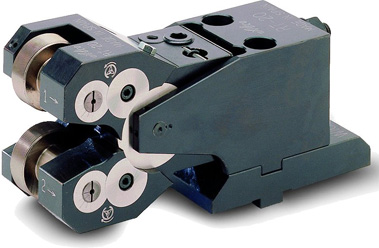
При нарезании длинных винтов и червяков могут применяться головки с чашечными резцами (рисунок слева), устанавливаемыми на суппорте станка. Резцовая головка представляет собой корпус, в котором на оси в вертикальной плоскости свободно вращается чашечный резец. Чашечный резец выполнен в виде зубчатого колеса, каждый зуб которого является резцом с необходимыми углами резания. Резьбу нарезают торцом чашки. Число проходов и скорость подачи вдоль заготовки зависит от глубины обрабатываемого профиля резьбы. Поэтому при нарезании резьбы обкаткой можно получить полный профиль резьбы за один проход или за несколько.
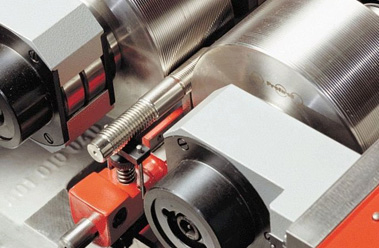
При нарезании длинных винтов и червяков для повышения производительности применяют резцовые головки, которые устанавливают на суппорте станка. Резцовая головка состоит из корпуса, вращающегося от отдельного привода. В корпусе закрепляют от одного до четырех резцов, профиль которых соответствует профилю нарезаемой резьбы. Особенностью этого метода нарезания резьбы, получившего название вихревого (рисунок справа), является то, что резцовую головку устанавливают эксцентрично относительно оси заготовки, на которой нарезают резьбу, и одновременно под углом к этой оси, обеспечивающим траекторию движения резцов, соответствующую углу подъема винтовой линии нарезаемой резьбы. Таким образом, при вращении головки резец, закрепленный в ней, описывает окружность, диаметр которой больше диаметра заготовки. При нарезании резьбы резцовой головкой резец, периодически вступая в контакт с заготовкой, срезает серповидную стружку по профилю резьбы. Подача на шаг нарезаемой резьбы осуществляется суппортом станка. Нарезание резьбы выполняется, как правило, за один рабочий ход. При нарезании резьбы вихревым методом скорость резания соответствует частоте вращения резца и составляет 150-450 м/мин; круговая подача заготовки 0,2-0,8 мм на один оборот головки при обработке наружных резьб и не более 0,2 мм на один оборот головки при обработке внутренних резьб.