




{kind=link}
Ролик-сегмент
Ролик-Сегмент

Ролик секторный резьбонакатной
Ролик Сегмент
В наличии
МНК-02
М1,4х0,3
М1,6х0,35
М2,0х0,4
М2,5х0,45
Так же изготавливаем ролики/сегменты по чертежам.
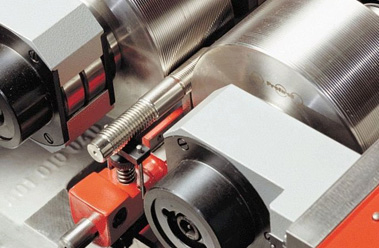
Планетарное накатывание — самый производительный способ накатывания резьб, так как оно позволяет производить непрерывную и одновременную обработку нескольких заготовок. Для этого способа характерна полная автоматизация, самая высокая стойкость резьбообрабатывающего инструмента, высокая точность и стабильность. Планетарное накатывание наружной резьбы осуществляется по нескольким схемам: роликом-сегментом; роликом-кольцом; двумя парами роликов-сегментов при наклонной компоновке рабочего шпинделя; двумя парами роликов сегментов при горизонтальной компоновке рабочего шпинделя; двумя парами роликов-сегментов последовательно на двухшпиндельном станке. Основной является схема, при которой заготовка прокатывается в направлении стрелки S между вогнутой частью резьбового сегмента и непрерывно вращающимся резьбовым роликом (рис. 1). Заготовки, поступающие из бункера, периодически подаются загрузочным устройством так, что в зоне накатывания все время находится одна или несколько заготовок, параллельно проходящих все этапы формообразования резьбы.
Ролики сегменты предназначены для накатывания наружной резьбы планетарным методом на специальных станках моделей А2518, АА2518, А2520, АА2520, А2521, А2522 и других. Ролики и сегменты со специальным профилем используют для накатывания кольцевых и винтовых поверхностей на гвоздях. Термообработку роликов и сегментов производят в вакуумных печах. Ролики-сегменты поставляются комплектно один ролик + сегменты. Ролики-сегменты могут изготавливаться по чертежам заказчика.
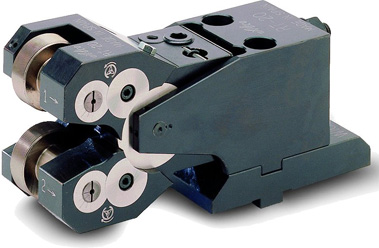
Комплект инструмента для планетарных резьбонакатных автоматов состоит из цилиндрического накатного ролика с многоходовой резьбой и сегмента, имеющего на вогнутой поверхности многозаходную резьбу. Как и при накатывании резьбы двумя цилиндрическими роликами, условием получения заданного угла подъема винтовой линии на детали является кратность числа заходов резьбы ролика и сегмента отношению средних диаметров их резьбы к среднему диаметру резьбы детали. Направление резьбы на ролике противоположно направлению накатываемой резьбы, а на сегменте совпадает, т. е. для накатывания правой резьбы на детали резьба на ролике левая, а на сегменте — правая.
Инструмент для планетарного накатывания резьб (ролик - сегмент).
Станки для планетарного накатывания обрабатывают от двух до двадцати заготовок на один оборот ролика в зависимости от размера резьбы) При накатывании резьбы роликом-кольцом требуется осевая загрузка заготовок в рабочую зону. Эту схему применяют для деталей типа шпилек и пробок небольшого диаметра, не имеющих головок.
Большую производительность обеспечивает планетарное накатывание резьбы двумя парами инструментов. Станки, в которых шпиндель имеет обычную компоновку, менее удобны вследствие трудоемкой установки роликов и могут быть применены лишь для обработки шпилек, имеющих одинаковую резьбу на концах, но подобные шпильки редко встречаются в производстве. Более перспективна горизонтальная компоновка станка. Она позволяет обеспечить раздельную подналадку инструментов и предназначена для получения резьбы на деталях типа стремянок практически любой длины, так как одна пара инструментов может перемещаться относительно другой в осевом направлении. Последовательное накатывание резьбы двумя парамн инструментов на двухшпиндельном станке чаиболее удобно в эксплуатации, так как для него характерна независимая наладка каждой пары инструментов.
Планетарное накатывание применяют и для обработки внутренней резьбы. Накатывание осуществляется с помощью закаленных мастер-валиков. Схему используют для одновременного изготовления двух резьбонакатных инструментов — кольца и ролика — до их термической обработки. Обработанные таким образом многозаходные ролики и кольца подвергают затем термической обработке и используют на станках для планетарного накатывания наружной резьбы невысокой точности.
При накатывании роликом-сегментом скорость накатывания выбирается в пределах 20—80 м/мин, причем большие значения рекомендуются для резьбы с меньшим диаметром и шагом, а также для материалов с пределом текучести <500 МПа.