




Ролик-сегмент
Ролик-Сегмент

Ролик секторный резьбонакатной
Ролик Сегмент
В наличии
МНК-02
М1,4х0,3
М1,6х0,35
М2,0х0,4
М2,5х0,45
Так же изготавливаем ролики/сегменты по чертежам.
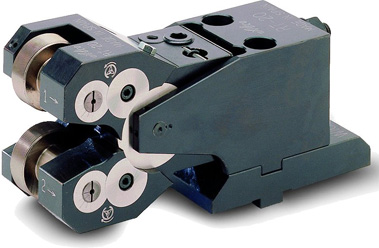
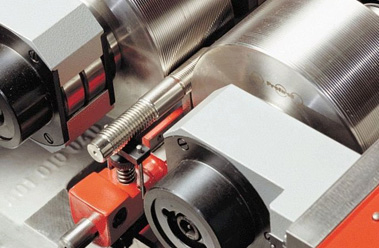
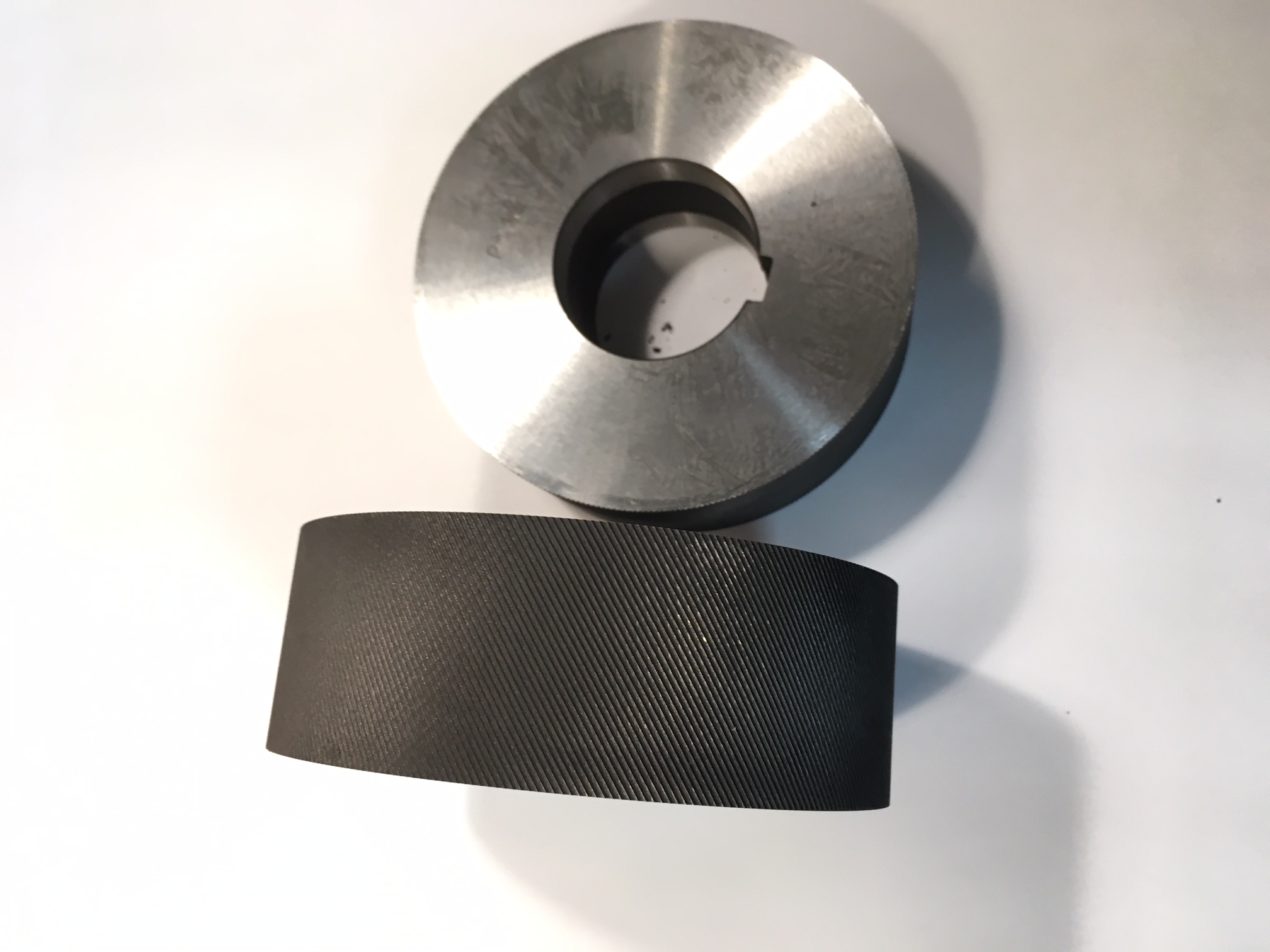
Планетарное накатывание — самый производительный способ накатывания резьб, так как оно позволяет производить непрерывную и одновременную обработку нескольких заготовок. Для этого способа характерна полная автоматизация, самая высокая стойкость резьбообрабатывающего инструмента, высокая точность и стабильность. Планетарное накатывание наружной резьбы осуществляется по нескольким схемам: роликом-сегментом; роликом-кольцом; двумя парами роликов-сегментов при наклонной компоновке рабочего шпинделя; двумя парами роликов сегментов при горизонтальной компоновке рабочего шпинделя; двумя парами роликов-сегментов последовательно на двухшпиндельном станке. Основной является схема, при которой заготовка прокатывается в направлении стрелки S между вогнутой частью резьбового сегмента и непрерывно вращающимся резьбовым роликом (рис. 1). Заготовки, поступающие из бункера, периодически подаются загрузочным устройством так, что в зоне накатывания все время находится одна или несколько заготовок, параллельно проходящих все этапы формообразования резьбы.
Ролики сегменты предназначены для накатывания наружной резьбы планетарным методом на специальных станках моделей А2518, АА2518, А2520, АА2520, А2521, А2522 и других. Ролики и сегменты со специальным профилем используют для накатывания кольцевых и винтовых поверхностей на гвоздях. Термообработку роликов и сегментов производят в вакуумных печах. Ролики-сегменты поставляются комплектно один ролик + сегменты. Ролики-сегменты могут изготавливаться по чертежам заказчика.
Комплект инструмента для планетарных резьбонакатных автоматов состоит из цилиндрического накатного ролика с многоходовой резьбой и сегмента, имеющего на вогнутой поверхности многозаходную резьбу. Как и при накатывании резьбы двумя цилиндрическими роликами, условием получения заданного угла подъема винтовой линии на детали является кратность числа заходов резьбы ролика и сегмента отношению средних диаметров их резьбы к среднему диаметру резьбы детали. Направление резьбы на ролике противоположно направлению накатываемой резьбы, а на сегменте совпадает, т. е. для накатывания правой резьбы на детали резьба на ролике левая, а на сегменте — правая.
Инструмент для планетарного накатывания резьб (ролик - сегмент).
Станки для планетарного накатывания обрабатывают от двух до двадцати заготовок на один оборот ролика в зависимости от размера резьбы) При накатывании резьбы роликом-кольцом требуется осевая загрузка заготовок в рабочую зону. Эту схему применяют для деталей типа шпилек и пробок небольшого диаметра, не имеющих головок.
Большую производительность обеспечивает планетарное накатывание резьбы двумя парами инструментов. Станки, в которых шпиндель имеет обычную компоновку, менее удобны вследствие трудоемкой установки роликов и могут быть применены лишь для обработки шпилек, имеющих одинаковую резьбу на концах, но подобные шпильки редко встречаются в производстве. Более перспективна горизонтальная компоновка станка. Она позволяет обеспечить раздельную подналадку инструментов и предназначена для получения резьбы на деталях типа стремянок практически любой длины, так как одна пара инструментов может перемещаться относительно другой в осевом направлении. Последовательное накатывание резьбы двумя парамн инструментов на двухшпиндельном станке чаиболее удобно в эксплуатации, так как для него характерна независимая наладка каждой пары инструментов.
Планетарное накатывание применяют и для обработки внутренней резьбы. Накатывание осуществляется с помощью закаленных мастер-валиков. Схему используют для одновременного изготовления двух резьбонакатных инструментов — кольца и ролика — до их термической обработки. Обработанные таким образом многозаходные ролики и кольца подвергают затем термической обработке и используют на станках для планетарного накатывания наружной резьбы невысокой точности.
При накатывании роликом-сегментом скорость накатывания выбирается в пределах 20—80 м/мин, причем большие значения рекомендуются для резьбы с меньшим диаметром и шагом, а также для материалов с пределом текучести <500 МПа.
Ролики станочные для накатывания рифлений
Производство роликов станочных для накатывания рифлений
Принимаем заявки на изготовление роликов станочных для накатывания рифлений чертежам или образцам заказчика.
Протяжки , прошивки
Протяжки , прошивки
 |
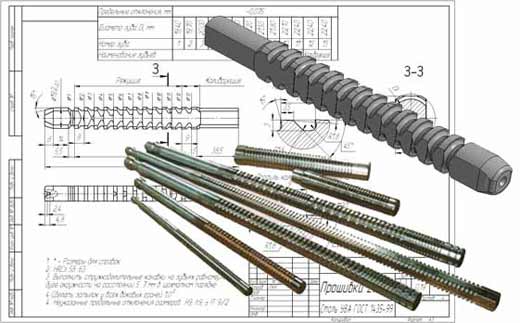 |
Протяжка — многолезвийный инструмент с рядом последовательно выступающих одно над другим лезвий в направлении, перпендикулярном к направлению скорости главного движения, предназначенный для обработки при поступательном или вращательном главном движении лезвия и отсутствии движения подачи.
Виды протяжек
В зависимости от вида протягивания - наружного или внутреннего - различают, соответственно, наружные и внутренние протяжки.
Протяжки позволяют обрабатывать фасонные поверхности. Форма поверхностей, на практике протягиваемых чаще других, является одним из критериев классификации протяжек, то есть принято протяжки разделять на шпоночные, круглые, шлицевые, квадратные и т.д. Если же за один рабочий ход протягивается ряд типовых поверхностей, то осуществляющая его протяжка является комбинированной.
В соответствии со схемами резания при протягивании различают протяжки профильной (обычной), генераторной (ступенчатой) и групповой (прогрессивной) схем резания.
Разновидностью протяжного инструмента являются прошивки, применяемые для обработки отверстий, пазов и других поверхностей. В отличие от протяжки, работающей на растяжение, прошивка работает на сжатие и продольный изгиб. Для прошивания отверстий применяют механические и гидравлические прессы.
Существуют и другие виды протяжек. Так, в силу того, что протяжка является режущим инструментом, некоторые классификационные признаки режущего инструмента вообще могут быть в частности положены и в основу классификации протяжек. Например, как многие виды режущего инструмента, протяжки бывают цельными и сборными.
Изготавливаем
Проектирование по вашему техническому заданию, по техническим требованиям ГОСТов, ОСТов и чертежам заказчика.
- круглые длиной до 1600 мм в диапазоне диаметров до 120 мм;
- шлицевые прямобочные с любым числом зубьев для шлицевых соединений с центрированием по наружному или внутреннему диаметрам длиной до 1600 мм в диапазоне диаметров до 120 мм;
- эвольвентно-шлицевые в диапазоне модулей до 5 мм с любым числом зубьев для соединений с центрированием по наружному или внутреннему диаметрам, длиной до 1600 мм в диапазоне диаметров до 120 мм;
- острошлицевые с любым числом зубьев длиной до 1600 мм в диапазоне диаметров до 120 мм;
- сборные крупногабаритные круглые и шлицевые длиной до 1800 мм в диапазоне от 125 до 250 мм;
- гранные длиной до 1600 мм в диапазоне диаметров до 90 мм;
- шпоночные шириной до 50 мм, высотой до 63 мм и длиной до 1500 мм, в том числе для шпоночных соединений в дюймовой системе; плоские для наружного протягивания с прямолинейным и криволинейным профилем шириной до 250 мм, высотой до 250 мм и длиной до 1500 мм;
- прошивки любых видов, в том числе: круглые, шлицевые, плоские, пазовые и другие.
Протяжки для квадратных отверстий со стороной от 10 до 12 мм. Двухпроходные. ГОСТ 26478-85
Протяжки для квадратных отверстий со стороной от 12,5 до 60 мм. Двухпроходные. ГОСТ 26479-85
Протяжки для квадратных отверстий со стороной от 25 до 41 мм. ГОСТ 26480-85
Протяжки для цилиндрических, шлицевых и гранных отверстий. ГОСТ 28442-90
Протяжки для шлицевых отверстий с эвольвентным профилем диаметром 12 и 14 мм модулем 1 мм с центрированием по наружному диаметру двухпроходные. ГОСТ 25157-82
Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 15 до 9О мм модулем от 1 до 2,5 мм с центрированием по наружному диаметру двухпроходные. ГОСТ 25159-82
Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 15 до 9О мм модулем от 1 до 2,5 мм с центрированием по наружному диаметру . ГОСТ 25158-82
Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 45 до 9О мм модулем от 3 до 5 мм с центрированием по наружному диаметру. ГОСТ 25160-82
Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 7О до 9О мм модулем от 3,5 до 5 мм с центрированием по наружному диаметру двухпроходные. ГОСТ 25161-82
Протяжки круглые переменного резания диаметром от 10 до 13 мм. ГОСТ 20364-74
Протяжки круглые переменного резания диаметром от 14 до 90 мм. ГОСТ 20365-74
Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 50 до 120 мм модулем от 1,5 до 2,5 мм с центрированием по наружному диаметру. ГОСТ 28048-89
Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 50 до 120 мм, модулем от 1,5 до 2,5 мм с центрированием по наружному диаметру комбинированные. ГОСТ Р 50035-92
Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 55 до 130 мм модулем от 3 до 5 мм с центрированием по наружному диаметру. ГОСТ 28050-89
Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 55 до 130 мм, модулем от 3 до 4 мм с центрированием по наружному диаметру комбинированные. ГОСТ Р 50037-92
Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 55 до 130 мм, модулем от 3 до 5 мм с центрированием по наружному диаметру комбинированные двухпроходные. ГОСТ Р 50038-92
Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 70 до 130 мм модулем от 3 до 5 мм с центрированием по наружному диаметру двухпроходные. ГОСТ 28051-89
Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 90 до 120 мм модулем 2,5 мм с центрированием по наружному диаметру двухпроходные. ГОСТ 28049-89
Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 90 до 120 мм, модулем 2,5 мм с центрированием по наружному диаметру комбинированные двухпроходные. ГОСТ Р 50036-92
Протяжки сборные для десятишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания двухпроходные. ГОСТ 28045-89
Протяжки сборные для десятишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания трехпроходные. ГОСТ 28046-89
Протяжки сборные для десятишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания четырехпроходные. ГОСТ 28047-89
Протяжки сборные для десятишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания. ГОСТ 28044-89
Протяжки шпоночные для пазов повышенной чистоты.ГОСТ 18220-90
Протяжки шпоночные с утолщенным телом. ГОСТ 18218-90
Протяжки шпоночные с фасочными зубьями. ГОСТ 18219-90
Протяжки шпоночные. ГОСТ 18217-90
Протяжки шпоночные. ГОСТ 16491-80
Партнеры
НАШИ ПАРТНЕРЫ
 ОАО "Оршанский инструментальный завод” - является ведущим специализированным производителем в Республике Беларусь высококачественного вспомогательного и режущего инструмента для металлообрабатывающих станков и центров.
ОАО "Оршанский инструментальный завод” - является ведущим специализированным производителем в Республике Беларусь высококачественного вспомогательного и режущего инструмента для металлообрабатывающих станков и центров.
![]() Johs.Boss Gmbh & Co. KG - ведущий европейский производитель резьбообразующего инструмента и резьбовых калибров.
Johs.Boss Gmbh & Co. KG - ведущий европейский производитель резьбообразующего инструмента и резьбовых калибров.
![]() NAREX MTE - компания почти что с 70-летней историей специализируется на изготовление инструмента для расточных операций, фрезерной обработки, резьбьнакатывания и резьбонарезания.
NAREX MTE - компания почти что с 70-летней историей специализируется на изготовление инструмента для расточных операций, фрезерной обработки, резьбьнакатывания и резьбонарезания.
Плашки резьбонакатные JbO - технические данные
Техническая информация
|
|
Материал заготовки, используемый для накатывания резьбы
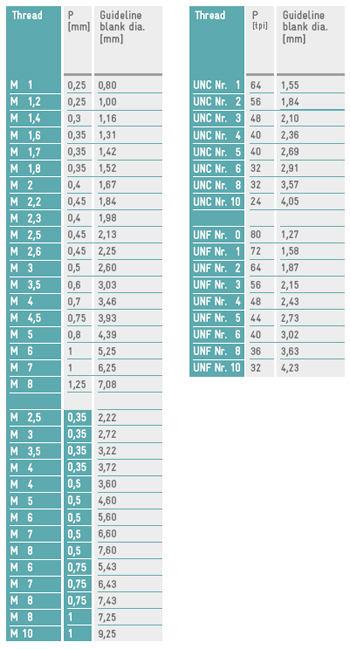
Резьбонакатные плашки JBO предназначены для накатывания наружной резьбы методом пластической деформации ( холодной штамповки ) на деталях из углеродистой , конструкционной , коррозионностойкой стали , алюминиевых сплавов и латуни с минимальным относительным удлинением 8% в сочетании с прочностью на растяжение до 900 N/mm2 ( 270 HB ).
Подготовка заготовки
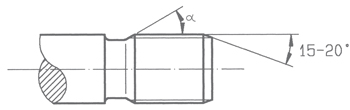
Рекомендованные диаметры для заготовки, приведенные в таблице, являются приблизительными, так как свойства материалов, отличаются. Если необходимо, рекомендованные диаметры могут быть увеличены или уменьшены с шагом 0,01 мм до получения необходимого профиля резьбы. Любое дальнейшее увеличение диаметра приводит к увелечению нагрузки на инструмент , что в свою очередь может уменьшить , как срок эксплуатации , так и привести к преждеверменной поломке осей или выкрашиванию резьбонакатных роликов. На заготовке необходимо снимать 15-20 ° фаску для того, чтобы при начале накатывания снять напряжение с заходных витков и облегчить нагрузку на инструмент. Переход между диаметром заготовки в районе накатыания резьбы и любой канавки на конце должны быть под углом α около 30 °.
Скорость накатывания
Мы рекомендуем работать со скоростью от 20 до 50 м/мин. Максимальная скорость подходит для латуни и бронзы , на средних скоростях для конструкционной и углеродистой сталей.На низких скоростях необходимо работать при накатывании на труднообрабатываемых сталях ( коррозионностойкие стали). Обязателна подача СОЖ при обработке любого материла. |
{kind=link}
Развертки
Развертки
| Развертка конусная | |
| Разв-ка кон.Морзе 2 черн | |
| Разв-ка конус 5 (1 : 50) | |
| Разв-ка конус 6 (1 : 50) | |
| Разв-ка конус 8 (1 : 50) | |
| Разв-ка конус 10 (1 : 50) | |
| Разв-ка конус 12 (1 : 50) | |
| Разв-ка конус 13 (1 : 50) | |
| Разв-ка конус 16 (1 : 50) | |
| Развертка маш.к/х и ц/х | |
| Разв-ка маш. 3,0 Н7 ц/х | |
| Разв-ка маш. 3,5 Н9 ц/х | |
| Разв-ка маш. 5,5 Н7 | |
| Разв-ка маш. 6 Н9 | |
| Разв-ка маш. 8 №2 (H7,H6,G6) ц/х | |
| Разв-ка маш. 9 №3(H8,G7) ц/х | |
| Разв-ка маш. 9 Н9 | |
| Разв-ка маш.11 №2 (H7,H6,G6)к/х | |
| Разв-ка маш.13 Н8 к/х | |
| Разв-ка маш.15 №1(N7,M7,K6,K7,P7) к/х | |
| Разв-ка маш.17 №2 (H7,H6,G6) к/х | |
| Разв-ка маш.18 Н9 к/х | |
| Разв-ка маш.21 | |
| Разв-ка маш.24 №1(N7,M7,K6,K7,P7) к/х | |
| Развертка маш.насадная | |
| Разв-ка маш.насад.32 Н9 | |
| Разв-ка маш.насад.35 Н9 L=35 | |
| Разв-ка маш.насад.35 Н9 L=50 | |
| Развертка регулируемая | |
| развертка разжимная. ф25 | |
| развертка рег. ф10,0 - 10,75 ц/х | |
| развертка рег. ф10,75 - 11,75 ц/х | |
| развертка рег. ф12,0 -13,5 ц/х | |
| развертка рег. ф13,5 -15,5 ц/х | |
| развертка рег. ф15,25 - 17,25 ц/х | |
| развертка рег. ф17,25 - 19,0 ц/х | |
| развертка рег. ф19,0 - 21,0 ц/х | |
| развертка рег. ф21,0 - 23,0 ц/х | |
| развертка рег. ф23,0 - 26,0 ц/х | |
| развертка рег. ф26,0 - 29,5 ц/х | |
| развертка рег. ф29,5 - 33,5 ц/х | |
| развертка рег. ф33,5 - 38,0 ц/х | |
| развертка рег. ф35,0 - 40,0 ц/х | |
| развертка рег. ф40,0 - 43,0 ц/х | |
| развертка рег. ф43,0 - 45,0 ц/х | |
| развертка рег. ф45,0 - 47,0 ц/х | |
| развертка рег. ф47,0 - 50,0 ц/х | |
| Развертка ручная | |
| Разв руч.ц/х 2 Н7 | |
| Разв руч.ц/х 3 №2 (H7,H6,G6) Р18 | |
| Разв руч.ц/х 3 №3(H8,G7) | |
| Разв руч.ц/х 3 Н7 | |
| Разв руч.ц/х 4 №2 (H7,H6,G6) | |
| Разв руч.ц/х 4 №2 (H7,H6,G6) Р18 | |
| Разв руч.ц/х 4 Н7 | |
| Разв руч.ц/х 4,5 №1(N7,M7,K6,K7,P7) | |
| Разв руч.ц/х 4,5 Н7 | |
| Разв руч.ц/х 5,0 №1(N7,M7,K6,K7,P7) | |
| Разв руч.ц/х 5,0 №3(H8,G7) | |
| Разв руч.ц/х 5,0 Н9 | |
| Разв руч.ц/х 5,5 Н8 | |
| Разв руч.ц/х 6 №1(N7,M7,K6,K7,P7) | |
| Разв руч.ц/х 6 Н7 | |
| Разв руч.ц/х 7 №1(N7,M7,K6,K7,P7) | |
| Разв руч.ц/х 7 Н7 | |
| Разв руч.ц/х 9 №2 (H7,H6,G6) | |
| Разв руч.ц/х10 H7 | |
| Разв руч.ц/х10 Н8 | |
| Разв руч.ц/х13 Н8 | |
| Разв руч.ц/х13 Н9 | |
| Разв руч.ц/х14 Н7 | |
| Разв руч.ц/х15 №1(N7,M7,K6,K7,P7) | |
| Разв руч.ц/х15 №2 (H7,H6,G6) | |
| Разв руч.ц/х15 №3(H8,G7) | |
| Разв руч.ц/х16 №1 | |
| Разв руч.ц/х16 №2 | |
| Разв руч.ц/х17 №2 (H7,H6,G6) | |
| Разв руч.ц/х18 Н9 | |
| Разв руч.ц/х20 №2 (H7,H6,G6) | |
| Разв руч.ц/х20 Н9 | |
| Разв руч.ц/х21 | |
| Разв руч.ц/х22 | |
| Разв руч.ц/х23 №1(N7,M7,K6,K7,P7) | |
| Разв руч.ц/х23 №2 (H7,H6,G6) | |
| Разв руч.ц/х23 №3 | |
| Разв руч.ц/х24 Н8 | |
| Разв руч.ц/х26 №1(N7,M7,K6,K7,P7) | |
| Разв руч.ц/х34 №1(N7,M7,K6,K7,P7) | |
| Разв руч.ц/х36 №2 (H7,H6,G6) | |
| Разв руч.ц/х60 H7 | |
| Развертка тв.спл | |
| Разв-ка тв. спл. мон.ф 3,5 Н7 ВК8 | |
| Разв-ка тв. спл. мон.ф 6 Н7 ВК8 | |
| Разв-ка тв. спл. мон.ф10 ВК6 | |
| Разв-ка тв. спл. мон.ф10 Н8 ВК8 | |
| Разв-ка тв. спл. мон.ф11 Н8 ВК8 | |
| Разв-ка тв. спл. мон.ф12 Н8 ВК8 | |
| Разв-ка тв. спл. ф6 А2а |
Доска объявлений
{jcomments on}
Продукция
Нестандартный специальный инструмент по заказам.
Выполнение как по чертежам заказчика, так и с разработкой техдокументации и последующим изготовлением.
|
№№
п/п |
Наименование
|
Диапазон размеров(мм)
|
ГОСТ или
тех. усл. |
Примечание
|
|
1.
|
Сверла спиральные из быстрорежущей стали
|
0,1-80
|
8034-76
10902-77 10903-77 и др. |
Хвостовик утолщенный
Хвостовик цилиндрич. коротк. средн. длинные Хвостовик конический сред. длинные |
|
2.
|
Сверла с тв. спл. пластинами
(по металлу) |
5-16
10-30 |
22735-77
22736-77 |
Хвостовик цилиндр.
Хвостовик конический |
|
3.
|
Сверла с тв.спл.
пластинами (по бетону) |
6-12
|
ТУ
|
Хвостовик цилиндр.
|
|
4.
|
Сверла твердосплавные цельные
|
1,2-12
|
17273-71
17274-71 |
Хвостовик цилиндр.
Хвостовик конический |
|
5.
|
Сверла центровочные из быстрорежущей стали
|
1-10
|
14952-75
|
|
|
6.
|
Сверла центровочные спец.
|
По заказам
|
||
|
7.
|
Развертки
|
3-50
|
883-80 и др.
|
Ручные и машинные
|
|
8.
|
Метчики ручные для метрической резьбы
|
М1-М27
|
ОСТ2 И50-1-73
|
|
|
9.
|
Метчики ручные для трубной резьбы
|
G1/8-G11/2
|
ТУ
|
|
|
10.
|
Метчики машинные для метрической резьбы из быстрорежущей стали
|
M1,6-M52
|
3266-81
|
|
|
11.
|
Метчики гаечные
|
М3-М30
|
1604-71
|
|
|
12.
|
Плашки круглые для метрической резьбы
|
М1-М52
|
9740-71
|
|
|
13.
|
Плашки трубные для трубной резьбы
|
G1/8-G1 1/2
|
9740-71
|
|
|
14.
|
Плашки резьбонакатные плоские
|
Ml,6-M27
|
2248-80
|
|
|
15.
|
Ролики резьбонакатные
|
M4-M36
|
9539-72
|
|
|
16.
|
Фрезы модульные
|
M 0.2-36
|
ОСТ2 И41-14-87
ГОСТ 9324-80 и др. |
Дисковые и червячные
|
|
17.
|
Фрезы резьбовые
|
Шаг 0,5-8
|
1336-77
|
|
|
18.
|
Фрезы концевые с цилиндрическим и коническим хвостовиком
|
3-63
|
17025-71
17026-71 и др. |
Быстрорежущие, твердосплавные
|
|
19.
|
Фрезы шпоночные с цилиндрическим и коническим хвостовиком
|
2-40
|
9140-78 и др.
|
|
|
20.
|
Фрезы дисковые, пазовые, отрезные прорезные
|
5-200
|
3755-78
8543-71 |
|
|
21.
|
Фрезы сборные трехсторонние, торцевые
|
100-315
|
9473-80
|
Со вставными ножами и неперетач. тв. спл. пластинами
|
|
22.
|
Резцы токарные, строгальные, расточные
|
16x10-50x32
|
18S77-73
18868-73 |
|
|
23.
|
Резцы токарные с механическим креплением тв. спл. пластин
|
16x16
32x25 |
26611-85
|
|
|
24.
|
Пилы дисковые сегментные
|
250-3000
|
ГОСТ
|
Сегменты быстро - режущие с пласт. тв. сплава
|
|
25.
|
Резьбонакатные и резьбонарезные головки, принадлежности к ним.
|
М4-М52 G1/2-G2
Трап 16x4-42x6 |
ТУ2-035-342-74
|
|
|
26.
|
Круги шлифовальные (абразивные, эльборовые, алмазные)
|
d 16-750
|
ГОСТ
|
Материал абразива, зернистость, твердость, связка по заказу.
|
|
27.
|
Шкурка шлифовальная, свободный абразив (зерно), пасты доводочные
|
ГОСТ
|
||
|
28.
|
Твердосплавные пластины напайные и неперетачиваемые
|
ГОСТ
|
Материал и форма по заказу
|
|
|
29.
|
Дереворежущие пилы, фрезы концевые, цилиндрические и фасонные
|
ГОСТ ТУ специальн.
|
Из стали и оснащенные тв.спл. Штучная и комплектная
Поставка для конктретных работ |
Инструмент строителей и сантехников
| №№ п/п |
Наименование |
| 1. | Сверло по бетону 6 300 мм |
| 2. | Сверло по бетону 8 (Томск) |
| 3. | Сверло по бетону 10 300 мм |
| 4. | Сверло по бетону 12 300мм |
| 5. | Плашка трубная G 1/2 (15) |
| 6. | Плашка трубная G3/4(20) |
| 7. | Плашка трубная G 1 (25) |
| 8. | Плашка трубная G 1 1/4 (32) |
| 9. | Плашка трубная G 1 1/2 (40) |
| 10. | Метчик м/р G 1/2 (15) |
| 11. | Метчик м/р G 3/4 (20) |
| 12. | Метчик м/р G 1 (25) |
| 13. | Метчик м/р G 2 (50) |
| 14. | Метчик м/р G 1 левый для скв.отв. |
Инструмент железнодорожный (путевой)
| №№ п/п |
Наименование |
| 1. | Сверло ГОСТ 10902 9,8 к/х |
| 2. | Сверло ГОСТ 10902 9.8 ц/х |
| 3. | Сверло ГОСТ 10903 22,0 к/х |
| 4. | Сверло ГОСТ 10903 36,0 к/х |
| 5. | Сверло c напайной твердосплавной пластиной 22,0 к/х |
| 6. | Сверло с напайной твердосплавной пластиной 36,0 к/х |
| 7. | Сверло c напайной твердосплавной пластиной 32,0 к/х |
| 8. | Сверло с механическим креплением твердосплавных пластин WCMX 22,0 ц/х (две пластины 05) |
| 9. | Сверло с механическим креплением твердосплавных пластин WCMX 36,0 ц/х ( две пластины 08 ) |
| 10. | Сверло с механическим креплением твердосплавных пластин WCMX 36,0 к/х (две пластины 08 ) |
| 11. | Сверло с механическим креплением твердосплавных пластин WCMX 36,0 ц/х (две пластины 06 ) |
| 12. | Сверло с механическим креплением твердосплавных пластин WCMX 32,0 ц/х ( две пластины 06 ) |
| 13. | Сверло с механическим креплением твердосплавных пластнн WCMX 06Т308 для сплошного высверливания 36,0 ц/х (две пластины 06) |
| 14. | Кассета для крепления твердосплавных пластин LNMX 301940,191940 для обработки колесных пар левая и правая |
| 15. | Кассета для крепления твердосплавных пластин LNMX 191940, торцовая левая и правая |
| 16. | Кассета для креплении твердосплавных пластин BNMX 201540, левая и правая |
| 17. | Пластина WCMX 050308 |
| 18. | Пластина WCMX 06T308 |
| 19. | Пластина WCMX 080408 |
| 20. | Фаскосъемннк с механическим креплением твердосплавных пластин WCMX ц/х (две пластины 06 ) |
| 21. | Раскатник |
| 22. | Зенковка с механическим креплением твердосплавных пластин SDCW 0903 ( три пластины) |
| 23. | Винт специальный М3,0 |
| 24. | Винт специальный М4,0 |
| 25. | Винт специальный М3,5 / M3,5 с углублением TORX |
Fette GmbH
Текст
Как сделать заказ
Как сделать заказ?
По телефону или по факсу (495)672-77-49; 672-77-58; 672-77-11; 672-71-50 (любой из этих номеров переключается на факс.)
По электронной почте - Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Приехать к нам в офис: г.Москва, Электродный проезд, дом 6, строение 1 , офис 26
Мы обработаем Ваш заказ в кратчайшие сроки и непременно свяжемся с вами.
ВНИМАНИЕ: При подготовке заявки не забудьте указать свое имя и контактные телефоны.
Как оплатить товар?
Вы можете оплатить заказанный товар только по безналичному расчету на основании полученного счета.
Наши банковские реквизиты:
ИНН 7720674461
КПП 772001001
р/с 40702810838120062663
к/с 30101810400000000225
Наименование банка: Лефортовское отделение №6901 / 01720 Сбербанка России ОАО
Получатель: ООО "Технология резьбовых соединений"
БИК 044525225
ОКПО 64506429
ОКВЭД 28.62
ВНИМАНИЕ: Срок оплаты товара, зарезервированного по счету - 5 (Пять) банковских дней
Как получить товар?
Доставка:
В Москве по предварительной договоренности.
В другие города (автомобильным и железнодорожным транспортом, авиарейсами, либо другим способом на основании Ваших пожеланий). Стоимость доставки по России и ближнему зарубежью - по тарифам транспортных компаний
Самовывоз возможен с с 9ч.00 мин. до 17ч.00 мин. Склад и офис находятся по адресу: г.Москва, Электродный проезд дом 6 офис 26
ВНИМАНИЕ: Пожалуйста, не забудьте, что представителям юридических лиц необходимо иметь при себе доверенность на получение товара или печать фирмы.
ВНИМАНИЕ: Не присылайте представителей раньше, чем Вы получите от нас подтверждение о готовности товара к отгрузке.
Закупки
На постоянной основе закупаем на производство :
Металл :
круг Х12МФ
круг К110
круг 6Х6В3МФС
круг Р6М5
круг Р6М5К5
круг Р18
полоса Р6М5
полоса Р6М5К5
полоса Р18
круг 9ХС
круг 40Х
круг 45
Станки новые и бывшие в употреблении
Видео
Загловок видео
Библиотека
Текст тут
Резьбообразование
Текст тут
Контакты
Контактная информация
| Юридический, фактический адрес: |
|
111123 , Москва , Электродный проезд , дом 6 , строение 1 , офис 26 |
| Телефоны: |
| (495) 672-77-49, (495) 672-77-11, (495) 672-71-50, (495) 672-77-58 |
| Интернет: |
| E-mail: Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра. Сайт: http://www.in-teh.ru |
| Реквизиты: |
| ИНН 7720674461 КПП 772001001 р/с 40702810838120062663 к/с 30101810400000000225 Наименование банка: Московский банк Сбербанка России ОАО Получатель: ООО "Технология резьбовых соединений" БИК 044525225 ОКПО 64506429 ОКВЭД 28.62 |
схема проезда

ООО "Технология резьбовых соединений"
ООО "Технология резьбовых соединений" с 1991 г. специализируется на разработке и поставке металлорежущего и резьбонакатного инструмента. Возможно размещение Вашего заказа по изготовлению инструмента на заводах. Накоплен опыт удовлетворения потребностей предприятий различных отраслей в стандартном инструменте. Освоено производство всей номенклатуры сверл для путевого хозяйства железной дороги и оснастки для обточки колесных пар. Перечень возможных поставок приводится в приложении. Форма и сроки оплаты оговариваются при подготовке конкретных заказов. Подбор заказа производится после поступления оплаты на наш счет. Поставляем резьбонакатной инструмент фирмы Fette. Вы можете ознакомиться с каталогами резьбонакатных головок фирмы Fette (ФРГ).
Поставляем эксклюзивный инструмент :
Резьбонакатные головки ВНГН , ВНГТ , ВНГН трап. , СТД 25004
Резьбонакатные головки Narex — универсальные головки для накатывания резьб М , UNC , UNF , W , BSW , BSF , G , Rd , Tr на конструкционных и коррозионностойких сталях прочностью до 900 МПа ( 270 HB )
Резьбонарезные головки К , КА , С225 , РГТ2 , Wagner , Geometric …
Плашки резьбонакатные с роликами НП и НПТ для накатывания резьб М и G.
Плашки резьбонакатные с роликами JB для накатывания резьб M , MF , UNC , UNF на конструкционных и коррозионностойких сталях прочностью до 900 МПа ( 270 HB )
Плоские резьбонакатные плашки ГОСТ 2248 , любых модификаций , как собственного производства , так и импортных аналогов.
Ролики резьбонакатные станочные ГОСТ 9539 метрика , трапеция , дюймовые , трубные
любого исполнения из сталей Х6ВФ , Х12МФ , 6Х6В3МФС , К110 (Bohler), как собственного исполнения , так и Profiroll Bad Duben
Метчики трапецеидальные любых модификаций.